Chromate Conversion Coatings: The 8-Hour Window That Defines Your Process
What Conversion Coatings Do
Once paint is removed and corrosion cleaned, the bare aluminum surface is exposed and reactive. In atmospheric humidity, an irregular oxide film starts forming within minutes — and that uncontrolled oxide is a poor base for primer. Conversion coatings replace the natural, irregular oxide with a deliberate, uniform chemical layer that has three jobs:
- Block atmospheric corrosion until paint is applied
- Provide a chemically active surface that primer bonds to strongly
- Create a uniform appearance that makes paint film thickness consistent
The Two Main Standards
MIL-DTL-5541 (Hexavalent Chromate)
The legacy chromate conversion process uses hexavalent chromium (Cr⁶⁺) compounds to form a complex chromate-aluminum film. Excellent corrosion protection, gold-yellow color, well understood. The downside: hexavalent chromium is a known carcinogen, increasingly regulated, and on the EU's REACH restricted list. Many shops are migrating away from it.
MIL-DTL-5541 Type II / TCP (Trivalent Chromium)
The modern alternative uses trivalent chromium (Cr³⁺), which is non-toxic and not regulated under REACH. Performance has caught up to hexavalent over the past decade — in salt-spray and adhesion testing, TCP coatings now meet or exceed the legacy standard. The color is light blue or near-clear.
The 8-Hour Rule
Both standards require the conversion coating to be applied within 8 hours of surface cleaning. This isn't bureaucratic conservatism — it's based on measured re-oxidation rates of bare aluminum:
- 0–2 hours after cleaning: Native oxide is thin and amorphous; conversion coating bonds well
- 2–8 hours: Native oxide thickens but remains reactive; conversion still effective
- 8–24 hours: Native oxide stabilizes; conversion coating adhesion drops measurably
- > 24 hours: Native oxide is fully formed; conversion barely takes — re-clean before applying
If your shop process has the cleaning step on day one and conversion on day two, you've defeated the conversion coating. The aluminum looks fine, but the bond between substrate and conversion film is weak — and the bond between conversion and primer is therefore weak too. Coatings will lift in service in 18–36 months.
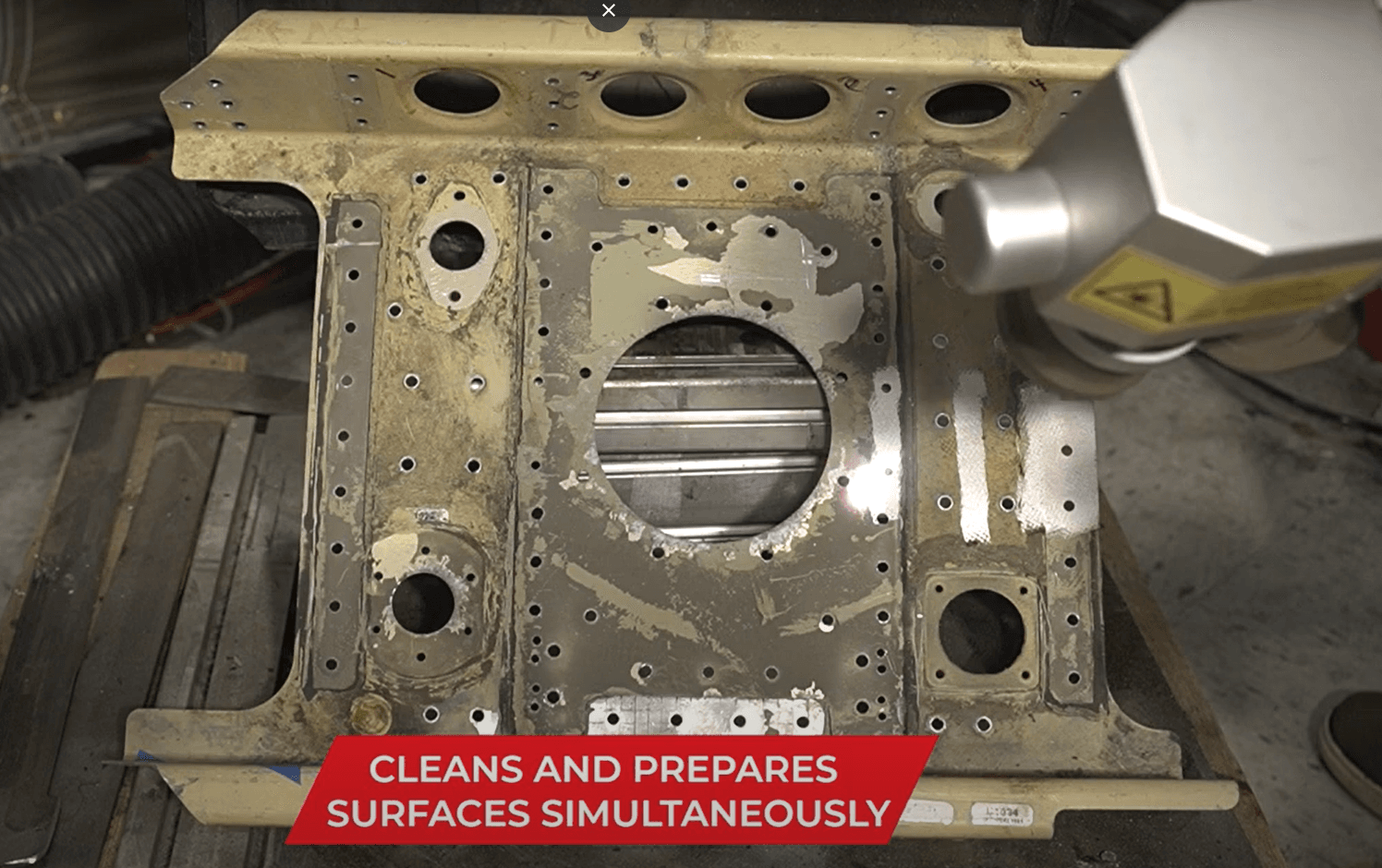
Why Laser Cleaning Helps Hit the Window
Chemical stripping is slow. A typical chemical strip cycle on a Cessna 172 cowling is 4–6 hours — the strip itself, then neutralization, then rinse, then dry. By the time you're ready to conversion coat, half your 8-hour window is gone.
Laser cleaning collapses the strip cycle to 30–60 minutes for the same surface area. The surface is dry, particle-free, and ready for conversion coating immediately. That gives you 7+ hours of buffer instead of 2–3, which makes the 8-hour rule trivial to comply with.
There's also a chemistry advantage: laser-cleaned surfaces have the nanostructured oxide layer described in our surface-roughness post. Conversion coatings bond to that nanocrystalline layer better than to bare freshly-stripped aluminum. Some shops report 15–20% improvement in salt-spray performance for laser-prepared, TCP-coated panels vs. chemically stripped, TCP-coated panels.
Application Methods
For aircraft work, three application methods are common:
1. Immersion (Tank Process)
Best for small parts that can be removed from the aircraft — cowlings, fairings, control surfaces. Provides the most uniform coating.
2. Spray
For panels too large to immerse. Apply to wet film thickness, allow proper dwell, rinse to water-break-free.
3. Brush / Swab
For touch-up or localized cleaning. Apply with a clean cellulose sponge or swab, work the chemistry into the surface for the specified dwell time, rinse and dry.
What "Water-Break-Free" Means
The water-break test is the universal verification step. After conversion coating and rinse, mist the surface with distilled water. The water should sheet uniformly. If beads form anywhere, that area has either residual contamination or incomplete conversion — redo it before priming.
Documentation Requirements
Per AC 43.13-1B and standard maintenance practice, the maintenance release should record:
- Conversion specification used (MIL-DTL-5541 Type I or Type II)
- Time elapsed between cleaning and conversion (must be < 8 hr)
- Application method (immersion, spray, brush)
- Water-break test result (pass/fail; redo if fail)
- Time elapsed between conversion and primer application
This level of process control is what separates an FAA-compliant repair from a complaint waiting to happen.


